Проверка осевого люфта коленвала, бокового зазора в шатуне. Зазор между поршнем и поршневым пальцем
• При помощи индикатора проведите измерение зазора между упорным подшипником и плечом кривошипа, перемещая коленвал вперёд и назад.
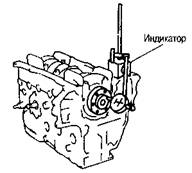
Стандартный люфт: 0,06-0,220 мм
Предельный люфт: 0,3 мм
• Если измеренное значение превышает указанный предел, замените упорный подшипник и проведите повторное измерение. Если люфт снова будет больше нормы, замените коленвал.
• При помощи щупа измерьте зазор между шатуном и плечом кривошипа.
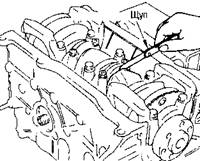
Стандарт: 0,200-0,470 мм Предел: 0,5 мм
• Если измеренный зазор больше нормы, замените шатун и проведите повторное измерение зазора. Если при повторном измерении зазор, все еще превышает предельное значение, замените коленвал.
Зазор между поршнем и поршневым пальцем
Диаметр отверстия под поршневой палец
• При помощи нутромера измерьте диаметр отверстия под поршневой палец.
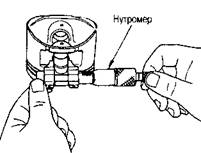
Стандартный диаметр:
QG13, QG15DE, QG15DE (L/B): 18,987-18,999 мм
QG18DE, (L/B), DD: 18,993-19,005 мм
Диаметр поршневого пальца
• С помощью микрометра измерьте диаметр поршневого пальца.
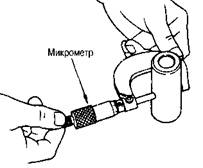
Стандартный диаметр:
18,989-19,001 мм
Расчёт зазора между поршнем и поршневым пальцем
(Зазор) = (Диаметр отверстия под поршневой палец в поршне) — (Диаметр поршневого пальца)
Стандартный зазор:
QG13, QG15DE, QG15DE (L/B): — 0,004-0 мм
QG18DE, (L/B), DD: 0,002-0,006 мм
• Если зазор превышает номинал, проверьте размеры каждой части и замените поршень и поршневой палец в сборе и (или) шатун в сборе.
• При замене поршня и поршневого пальца в сборе произведите подбор компонентов в соответствии с разделом «Зазор между поршнем и цилиндром».
• При замене шатуна произведите подбор подшипника шатуна в соответствии с разделом «Масляный зазор в подшипнике шатуна».
Примечание:
• Подробности об обозначениях на днище поршня см. в разделе «Порядок подбора поршня».
• Для малой головки шатуна и отверстия под поршневой палец на поршне существует только один размерный класс, устанавливаемый на за — воде-изготоеителе. На СТО подбор не производится (устанавливаются только детали класса 0).
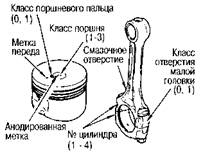
• О других размерных классах выпускаемых заводом-изготовителем деталей см. раздел «Масляный зазор во втулке малой головки шатуна».