Установка
Установка головки блока цилиндров выполняется в последовательности, обратной снятию.
8 Проверьте головку блока цилиндров на отсутствие искривлений и коробления (см. иллюстрацию). Проверка выполняется с помощью стальной эталонной линейки и измерительного шаблона в шести точках головки блока цилиндров. Допустимая деформация не должна превышать макс. 0,01 мм. Если деформация головки превышает указанную величину, то головку можно отшлифовать или же она подлежит замене. Степень доработки зависит от толщины материала, снимаемого с головки и блока цилиндров, и не должна превышать 0,1 мм, Номинальная высота головки блока цилиндров 137,9-138,1 мм.
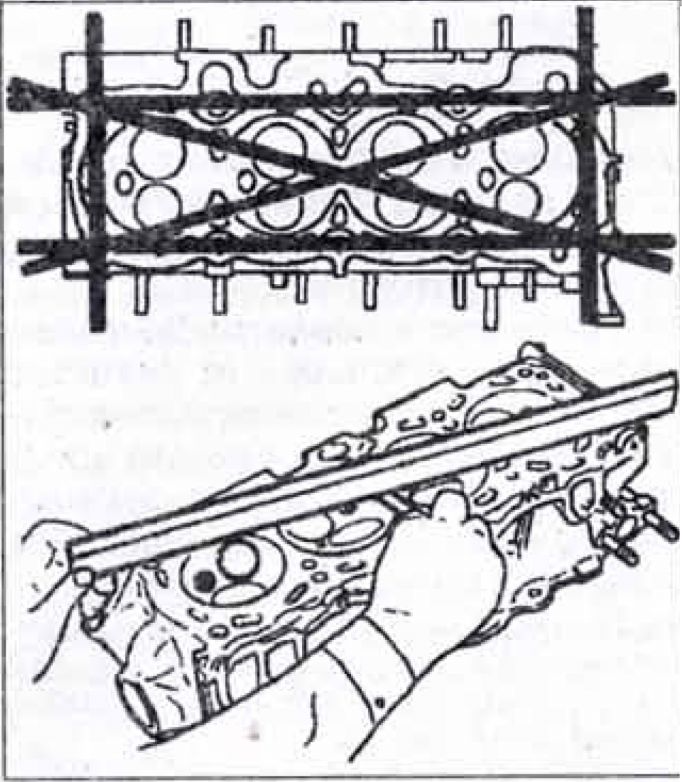
7.8 Проверьте головку блока цилиндров на отсутствие искривлений
Внимание! После доработки головки блока цилиндров следует проверить ход распределительного вала, установив головку на блок цилиндров и вращая вал рукой. Если при вращении вала ощущается сопротивление, то головку блока цилиндров следует заменить.
9 Проверьте состояние головки блока цилиндров и убедитесь в отсутствии трещин и выбоин.
10 Почистите резьбу отверстий для болтов крепления головки блока цилиндров на блоке цилиндров. В этих отверстиях не должно быть масла или иных загрязнений. При необходимости отверстия продуйте сжатым воздухом или же прочистите отверткой, обмотанной ветошью, которая впитает жидкость. Масло можно собрать из отверстий шприцем-масленкой. Если этого не сделать, то при ввинчивании болтов крепления в отверстиях будет создаваться избыточное давление, которое может привести к разрыву блока цилиндров или же неправильному моменту затяжки болтов.
11 Почистите поверхность блока цилиндров и головки от остатков уплотнения с помощью пластмассового скребка, Не допускайте попадания грязи и остатков уплотнения в отверстия цилиндров. Закройте отверстия цилиндров ветошью.
Чистка уплотняемых поверхностей металлической щеткой или иным металлическим инструментом не допускается брать после измерения выступа поршней с помощью индикатора стрелочного типа, вращая коленчатый вал (см. иллюстрацию). Измерение выполняется в нескольких точках
12 Осмотрите болты крепления головки блока цилиндров и убедитесь, что они не повреждены, а также не растянуты. Повторное использование растянутых болтов не допускается. Номинальное значение длины болтов составляет 118,7 мм (см. иллюстрацию).

7.12 Осмотрите болты крепления головки блоке цилиндров и убедитесь, что они не растянуты
13 Осмотрите снятую уплотнительную прокладку, и, если не выполнялась замена поршней, шатунов или коленчатого вала, то следует установить новую прокладку такой же толщины, что и прежняя. Толщина прокладки определяется количеством насечек на ней. Если же устанавливались новые поршни и шатунов или же заменялся коленчатый вал, то новую прокладку головки блока цилиндров надлежит подо
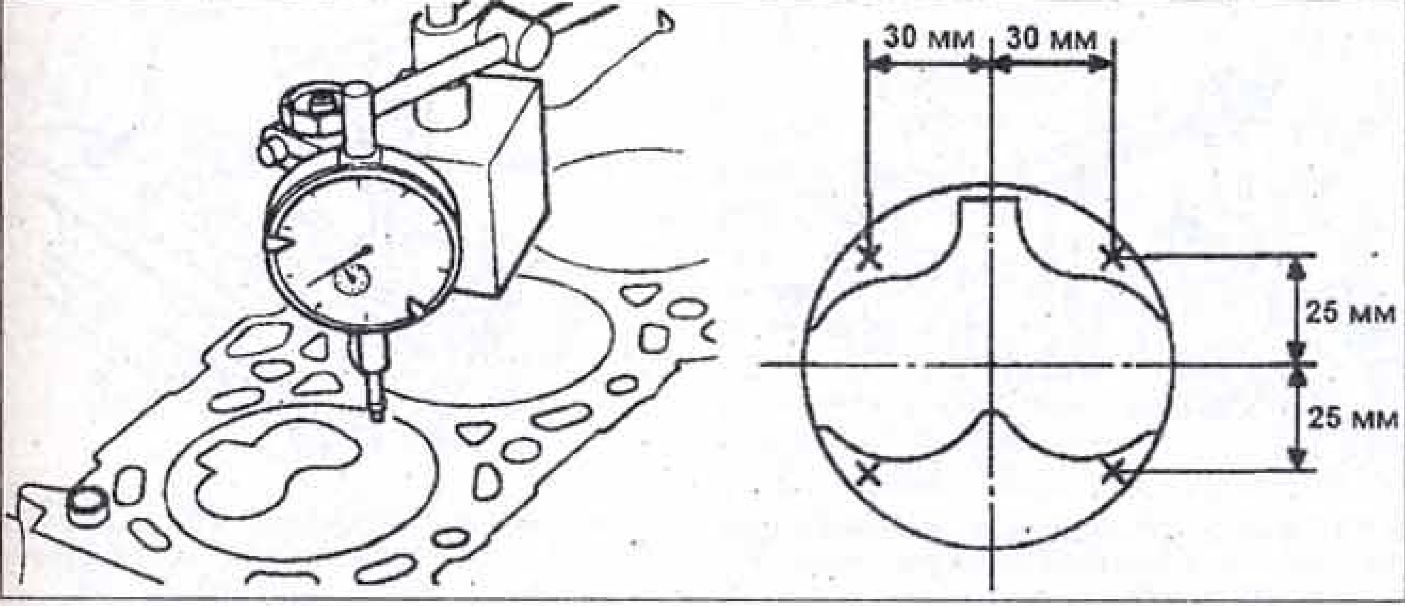
7.13 Измерьте выступ поршней для подбора новой уплотнительной прокладки головки блока цилиндров
14 Рассчитайте среднее значение выступа каждого поршня в отдельности, а затем среднее значение выступа для всех поршней. После этого подберите уплотнительную прокладку нужной толщины, руководствуясь следующей таблицей.
15 Убедитесь, что поршень цилиндра №1 находится в ВМТ, см. соответствующую главу.
16 Уложите новую прокладку головки на блок цилиндров и установите головку.
17 Смажьте резьбу и нижнюю часть головок болтов крепления головки блока цилиндровтонким слоем моторного масла и дайте ему стечь.
18 Наденьте на болты 2 головки блока цилиндров прокладочные шайбы 1 и ввинтите болты рукой до прилегания их головок (см. иллюстрацию). Шайбу болта следует устанавливать таким образом , чтобы поверхность шайбы с фаской была обращена вверх.

7.18 Наденьте на болты 2 головки блока цилиндров прокладочные шайбы 1 и ввинтите болты рукой до прилегания их головок
19 Затяните болты за несколько проходов, действуя в последовательности возрастания их нумерации (см. иллюстрацию).
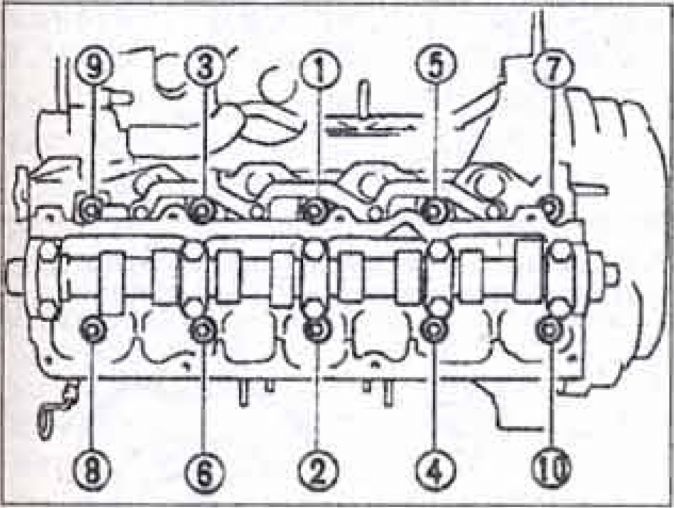
7.19 Затяните болты за несколько проходов, действуя в последовательности возрастания их нумерации
1- й проход. Затяните болты с усилием 31-37 Нм.
2- й проход. Доверните болты на 180-190
3- й проход.* Полностью ослабьте все болты, действуя в последовательности, обратной их нумерации.
4- й проход. Затяните болты с усилием 31-37 Нм.
5- й проход. Доверните болты на 90-95*.
6- й проход.* Доверните болты на 90-95
Внимание! При отсутствии специального шаблона, позволяющего выдержать нужный угол, нанесите краской метки на головках болтов и головке блока цилиндров и доверните болты до совпадения меток.
20 Установите крышку головки блока цилиндров, ввинтите болты ее крепления и затяните, действуя в последовательности возрастания нумерации болтов (см. иллюстрацию).
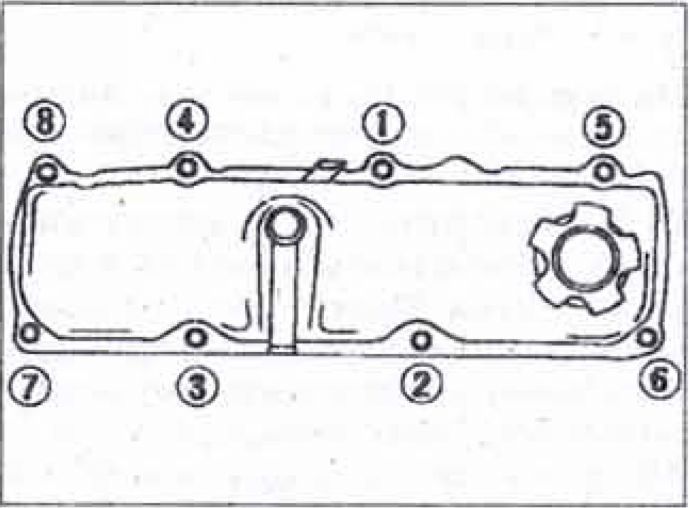
7.20 Установите крышку головки блока цилиндров, ввинтите болты её крепления и затяните, действуя в последовательности возрастания нумерации болтов
|
Выступ поршня, мм |
Толщина новой прокладки, мм |
Количество насечек |
|
меньше 0,505 |
1,30 |
1 |
|
0,505-0,555 |
1,35 |
2 |
|
свыше 0,555 |
1,40 |
3 |
21 Установите все остальные детали, действуя в последовательности, обратной их демонтажу.