Проверка головки цилиндров. Сборка
(1) Удалите с поверхности масло, остатки прокладки, герметик, нагар и пр.
Внимание:
Следите за тем, чтобы посторонние
частицы не попали в каналы смазки
и охлаждения.
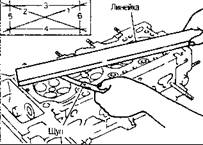
(2) Проверьте коробление нижней поверхности головки цилиндров в нескольких точках в шести направлениях.
Предельное коробление: 0,1 мм
• С помощью микрометра проверьте размеры клапанов.
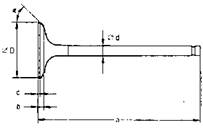
Стандартные размеры клапанов
Единица измерения: мм
|
QG13DE |
Впускные |
Выпускные |
|
клапаны |
клапаны |
|
|
а |
92,25 |
92,62 |
|
b |
2,1-2,8 |
2,3-3,0 |
|
с |
1 |
1 |
|
Ø d |
5,465-5,480 |
5,445-5,460 |
|
Ø D |
26,4-26,7 |
21,4-21,7 |
|
Угол а |
45°15’-45°45’ |
45°15’-45°45’ |
|
QG15DE, QG15DE (L/B) |
||
|
Ø D |
28,9-29,2 |
23,9-24,2 |
|
Остальные размеры как у QG13DE |
||
|
QG18DE, QG18DE (L/B) |
||
|
Ø D |
29,9-30,2 |
24,9-25,2 |
|
Остальные размеры как у QG13DE |
||
|
QG18DD |
||
|
а |
88,25 |
88,62 |
|
Ø D |
29,9-30,2 |
24,9-25,2 |
|
Остальные размеры как у QG13DE |
||
Зазор направляющей втулки клапана
• Эта проверка проводится до снятия направляющей втулки клапана.
• Убедитесь, что размер штока клапана в пределах нормы.
• Вдавите клапан в камеру сгорания так, чтобы он выступал прибл. на 15 мм, покачайте в стороны и с помощью индикатора измерьте величину перемещения.
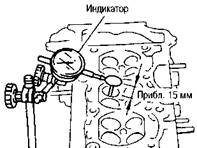
• Зазор направляющей втулки клапана составляет 1/2 от показания индикатора.
Стандартный зазор:
Впуск: 0,020-0,050 мм
Выпуск: 0,040-0,070 мм
Замена направляющей втулки клапана
• В случае замены направляющей втулки клапана устанавливается направляющая втулка увеличенного (на 0,2 мм) ремонтного размера.
(1) Нагрейте головку цилиндров до 110-130’С в масляной ванне.
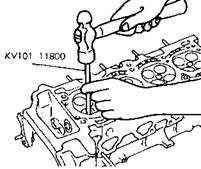
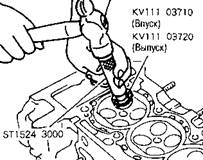
(2) С помощью выколотки (специнструмент) выбейте направляющую втулку клапана со стороны камеры сгорания.
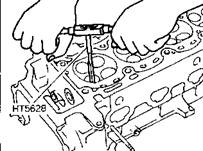
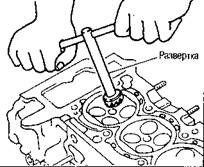
(3) При помощи развёртки сделайте доводку поверхности отверстия под направляющую втулку клапана.
Стандартный диаметр развернутого отверстия:
Впуск и выпуск: 9,685-9,696 мм
(4) Нагрейте головку цилиндров до 110-130°С в масляной ванне.
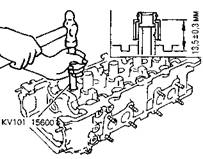
(5) С помощью выколотки или пресса (диаметр 5 мм) запрессуйте направляющую втулку клапана в отверстие со стороны распредвала так, чтобы получились размеры, показанные на рисунке.
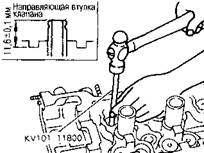
(6) После запрессовки направляющей втулки проведите окончательную развёртку.
Стандартный размер после окончательной развёртки:
Впуск и выпуск: 5,500-5,515 мм
• Выполняйте эту проверку, убедившись, что в норме размеры направляющих втулок клапанов и самих клапанов.
• Нанесите на контактирующие поверхности седла и клапана свинцовый сурик PL-1 и во время установки
деталей проверьте равномерность прилегания клапана к седлу.
• Убедитесь, что отпечаток сурика проявляется непрерывно по всей окружности прилегания.

• В противном случае проведите притирку клапана и снова проверьте состояние посадки. Если при повторной проверке результат будет отрицательным, замените седло клапана.
• При замене седла клапана используется седло увеличенного (на 0,5 мм) ремонтного размера.
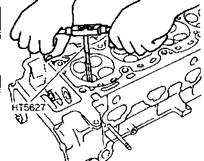
(1) Высверлите старое седло так, чтобы стенка стала очень тонкой, а затем извлеките его.
(2) Выполните развертку выемки под седло в головке цилиндров до следующих размеров (см. рисунок).
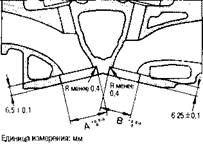
|
Размер после развертки, мм |
А(впуск) |
В (выпуск) |
|
QG13DE |
28,0 |
23,0 |
|
QG15DE, QG15DE (L/B) |
30,5 |
25,5 |
|
QG18DE, (L/B), DD |
31,5 |
26,5 |
(3) Нагрейте головку цилиндров в масляной ванне до 110-130°С
(4) Охладите седло клапана сухим льдом и запрессуйте его в блок цилиндров с помощью выколотки (специнструмент).
Внимание:
Не прикасайтесь голыми руками к охлаждённым седлам.
(5) Доведите седло до требуемых размеров путем фрезерования специальной фрезой.
Внимание:
При обработке седла фрезой держите рукоятку инструмента двумя руками так, чтобы фреза касалась по всей окружности, и обработку проведите за один приём. Если фреза будет прижата неправильно, или устанавливаться несколько раз, на седле клапана могут появиться появления ступени.
• Проведите обработку до получения следующих размеров.
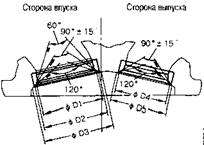
|
Размер после обработки, мм |
D1 |
D2 |
D3 |
D4 |
D5 |
|
QG13DE |
24,4 |
26,1 |
27,8 |
21,1 |
22,8 |
|
QG15DE, QG15DE (L/B) |
26,9 |
28,6 |
30,3 |
23,6 |
25,3 |
|
QG18DE, (L/B), DD |
27,9 |
29,6 |
32,0 |
24,6 |
26,3 |
Допуск на все размеры ±0,1 мм
(6) Выполните притирку клапана при помощи шлифовальной пасты.
(7) Проверьте состояние посадки клапана.
Прямоугольность клапанной пружины
• Приставьте клапанную пружину к уголку и, поворачивая пружину, измерьте максимальное отклонение верхней части пружины от уголка.
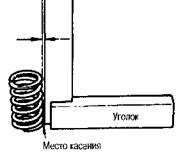
Предельная непрямоугольность: QG13, 15, 18DE, QG15, 18DE(L/B): 1,8 мм
QG18DD: 1,9 мм
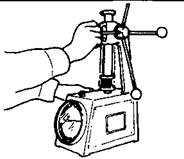
Длина и давление сжатия пружины
• Измерения проводятся с помощью специального тестера для клапанных пружин.
|
QG13, QG15DE, QG15DE (L/B) |
QG18DD |
|
|
Длина в свободном состоянии, мм |
41,2 |
44,03 |
|
Установочная длина, мм |
32,82 |
31,32 |
|
Установочное давление, N (кг) |
147,5-166,3 (15,4-16,96) |
147,1-166,7 (15,0-17,0) |
|
Длина при открытии клапана, мм |
25,26 |
22,98 |
|
Давление при открытии клапана, N (кг) |
323,7-365,1 (33,01-37,23) |
271,6-306,9 (27,7-31,3) |
|
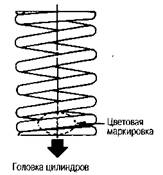
Цветовая маркировка |
Зеленого или желтого цвета |
Светло- розового цвета |
Сборка
1. Установите направляющие втулки клапанов (см. выше раздел «Зазор направляющей втулки клапана»).
2. Установите седла клапанов (см. раздел «Замена седла клапана»).
3. Установите сальники клапанов.
• Установка сальника производится с помощью выколотки (специнструмент), с соблюдением размера, как показано на рисунке.
4. Установите гнезда клапанных пружин.
5. Установите клапаны.
• Клапаны большего диаметра устанавливаются со стороны впуска.
6. Установите клапанные пружины.
• Конец пружины с меньшим шагом витков (имеется цветная маркировка) устанавливается со стороны головки цилиндров.
7. Установите держатели клапанных пружин.
8. Установите сухари.
• Сожмите клапанную пружину с помощью компрессора и, пользуясь магнитным пальцем, установите сухари.
• После установки сухарей слегка ударьте пластиковым молотком по концу штока клапана и убедитесь в правильной посадке сухарей.
9. Установите толкатели клапанов и регулировочные шайбы.
10. Установите датчик указателя температуры и датчик температуры охлаждающей жидкости.
• Нанесите герметик Three Bond 1386В на резьбовые участки.
11. Установите свечи зажигания с помощью свечного ключа.